如何有效解决三层粗瓦楞纸箱粘箱的瓶颈问题
 4234
4234
 2018-04-25
2018-04-25
 蚂蚁印
蚂蚁印

三层粗瓦彩箱之所以很难避免粘箱时出现盖线和离线的问题,这和粘箱机的结构原理、粘箱工艺以及瓦楞的特点所决定的,因此,单靠模切来解决或者简单的二次压线根本就解决不了盖线和离线的问题,因为,发生这个问题的根源并不在模切工艺本身。造成这个问题的主要因素是由瓦楞纸板的成型性质和粘箱机的粘箱时折叠原理造成的,分析一下就不难发现这两个问题发生的原因所在。
一、瓦楞的折叠成型原理
三层瓦楞纸板的产品不管是水印产品还是胶印瓦楞产品,所应用的楞型主要有E 楞、B 楞、C 楞和A 楞,这些楞型的国标标准就说明了瓦楞的关键指标:

我们从国标表中的一个关键的指标“楞宽”,就可以看出一个原因出来,E 楞的楞宽有3mm,而A 楞的楞宽则最宽达9.5mm,水印箱用的最多的C 楞楞宽也是7.9mm,而胶印瓦楞包装用的最多的B 楞其楞宽则有6.5mm。我们都知道楞宽就是楞距,也就是2 个楞之间的距离。而这么宽的距离就说明了有这么宽的3 层纸张是互无牵制的自由移动的纸张,虽然在模切时被压了线,但这3 层还是相互独立的纸张实际上在折叠时是没有任何可定位的意义,所以,我们在粘箱时就无法保证按模切压线进行定位折叠,这就是3 层粗瓦楞纸板的固有特点,谁都无法改变。
二、粘箱机的折叠方式
目前全球的粘箱机都是用的一个原理,那就是自然折叠,也就是利用滚轮组压住箱片的折叠压线位置的内侧,两头通过皮带和滑杆的滑动内拢方式向中间对折的,再经过加压的方式粘贴在一。这种折叠的方式对折线的稳定性和可造型性能要求很严格,因为两个内折面都是沿着折线的自由定位向内折叠的,而皮带和滑杆的内拢位置分别在两个折叠面以外的位置,而如果模切压线刚好是压在一条楞的楞峰上,那么,折叠线的自由活动距离就会翻倍。所以,折叠的时候能否按模切压线来折叠就只有天知道了。当然,对于小瓦楞产品来说,一般折叠的跑线率还可以接受,而对于粗瓦楞产品来说,自由度可就太大了,从5mm 到9.5mm 的甚至是18mm 的自由量可就根本无法有效地控制了。
这种折叠方式和折叠原理是目前国内外所有的自动粘箱机的唯一作业方式,所有的使用者都别无选择。近年来展会上也出现过几家粘箱机在出纸部的前端添加了二次压线的装置,但这种压线方式只能对部分的水印产品有点效果,但对胶印三层箱就一点效果都没有了。
粘箱机的定位方式采用的方式是利用粘箱机的两边可调整的墙板下面的滚轮来压住皮带一起滚动,再由皮带来压住箱片折叠线的内测,也就是采用两条滚轮式墙板进行定位的。所以,墙板的厚度造成了折叠用的模切压线距离压着的位置还有一定的距离,所以,对折时,折叠线完全依靠箱纸板的自然定位方式进行的,因此,折叠的位置是否准确则是完全依赖纸板的挺度和压线的稳定性来定位的。这种定位方式就对模切后的箱板性能要求比较苛刻了,那就是模切压线必须是稳定不变的,没有丝毫的活动变量才行。而在所有的瓦楞纸板的楞型中,瓦楞的楞型越小,楞距的密度就越高,那么,定位的精确度也就越高,反之,楞型越大,压线的活动变量也就越大,精确定位也就越困难。
四、粘箱问题的表现
1、粘箱离线
粘箱离线在单瓦3 层纸箱中是很常见的一种不良现象,虽然这种不良在低档的水印箱中问题不算是很大的问题,但在高档彩箱中却是非常严重的问题,尤其是胶印瓦楞包装中,这个问题可就是非常严重的质量问题了,一般都是绝对不允许的。绝大多数客户都会退货处理的,如果像蒙牛这样的一级客户可能还会给以浇水废掉。乍看起来这点离线不过几毫米的问题为什么客户就是不允许呢,因为,高档包装里面包装的本来就是偏高档的产品,而里面大多都配有内托、保利垄、或者规格刚好紧紧配置的固态产品,一点小小的离线就可能会造成里面的产品和纸箱之间的间隙过大,造成产品不能稳定地保护好产品。同时,折叠式瓦楞包装盒都是一个方方正正地造型,而粘箱粘合的一个角出现了离线就意味着这个标准的正方形被打破,两个对边都有可能不再对等和平行,这样的造型就会很难看,而且其稳定性也会变差,因此人们都不会选择接受。

2、粘箱盖线
盖线和离线一样都是一种质量事故,只是盖线和离线的问题结果是相反的,那就是一边的宽度或长度被缩小,这样就很有可能造成里面的产品装不进去。与此同时还会出现粘口的边外露,给产品的外观造成不良感官。成型后的箱体会出现盖线的压口向箱体平面外延伸出来,很不美观。
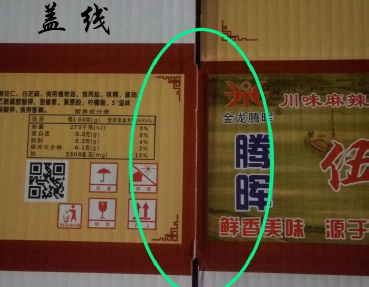
盖线和离线一样都是属于质量问题,高档彩盒一般都不允许的,所以,三层单瓦彩箱彩盒在粘箱时如何避免这个问题,都是需要严格把关的一件重要的质量标准。
1、盖线离线的形成原因
引起盖线和离线的真正原因主要是模切压线在折叠时并没有按照想象的那样折叠,而是出现了压线偏离,也就是出现了自由活动,偏离的原因就是前面说的三层纸张大距离无固定形成了自由区,这样在折叠时就会因为两面箱片的推挤形成了不固定的移位,这种移位既可以向前移也可以向后移,如果向前移就有可能盖线,向后移就会离线。其实,打开箱子看一下里面折线的情况就一目了然了。
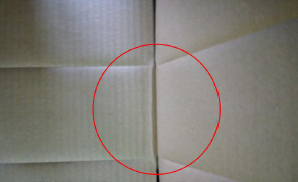
如图不良状态1、折线隆起,隆起的折线在箱片重叠时就会将箱片顶起,那么折下去的箱片就会引起压线以外的二次折线,所以,二次折线就会使得折片变短而形成离线。
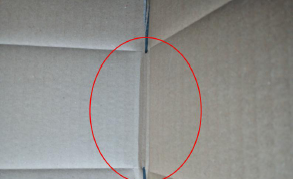
如果像不良状态2那样明显地向底面箱片一边偏移隆起,那么就会在折叠时造成折线向底面箱片一边形成二次折线,由此就会使得底片变短,这样就会形成折叠式盖线。

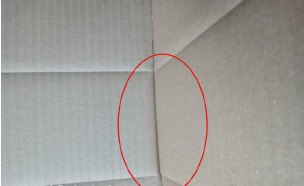
而不良状态3是明显地压线两边同时隆起,这种状态造成的粘箱效果就有可能是盖线也可能是离线,而且是要么离得很远,要么盖得很严重,甚至无法正常成型,因此根本无法使用,其结果就有可能报废。
2、合格的成型
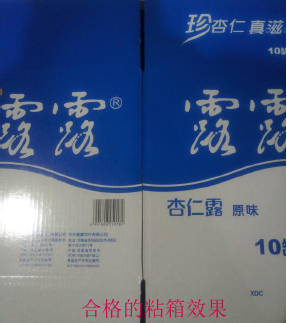
合格的成型线必然是沿着模切压线顺滑地折叠的,如图所示:
合格的粘箱必须是里面只能看到一条光滑的折叠线,线的两边顺滑无变形,这样在折叠后才不会出现折线移位的现象。合格的外表面的形态是上压口刚好和模切压线的突起线边缘吻合,既不离线也不会盖线。当然还有一个指标那就是相接的图案必须是刚好对齐,两边形成一个整体。
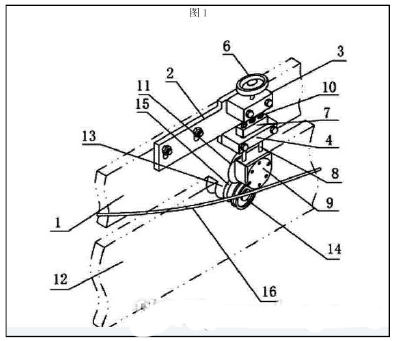
六、解决粘箱机精确定位的方法
目前的粘箱机几乎都会出现盖线和离线的问题,之所以说都出现这样的问题,其原因就是目前市场上几乎所有的粘箱机的结构和成型的原理都是一样的,都是采用自然折叠的方式作业的,成型的好坏完全依赖箱片自身的折叠状态来决定的。那么如何才能保证粘箱时箱片的折叠状态合格呢,如果还是依靠目前传统的粘箱机作业模式肯定还是不行的,因为,目前的粘箱机不具备压线折叠时精确定位的功能,为此,河南省新斗彩印刷有限公司就研发了针对粘箱机存在的缺陷而设计的压线定位器《适于全自动粘箱机的定位压线器》,该定位器可以配套安装于所有的全自动粘箱机,可以准确无误地将粘箱时折叠的箱片完全按照该模切压线进行,因此,可以有效地避免任何粗瓦楞单瓦彩箱粘箱盖线和离线的问题。
粘箱机的缺陷虽然是在纸箱厂的使用过程中表现出来的,而作为包装设备的厂家来说却不应该不清楚,否则就是没有尽到责任,没有尽到完美,因为,你给你的客户提供的设备没有尽到完美无缺的职责和义务。当然,这个问题对设备企业来说可能根本就没有被引起重视,因为,大家的设备都是这样的结构,都是这样的效果,用户无从选择,其实可能是很多很多的设备企业根本就没发现,或者无能为力也未尝不可。从近几年的全国各大行业展会的技术展示来看,的确没有一家在这方面进行过改进,即使有个别的设备上虽然意识到了这个问题,也进行了处理,但处理的位置不对,自然就不会有效果,所以,呼吁我们作为包装行业首先应该重视起来,要求设备企业进行技术改造。而作为设备行业来说,更应该及时地发现不足,及时地升级,同时也为你的用户提供技术问题改造,因为这是你们的责任。但愿这个问题不会成为百年难题,更不希望今天的设备企业对此束手无策,无能为力。也但愿今后的包装企业都能用到高技术水准的设备,生产出合格的产品,永远不会再因为设备技术的缺陷而造成较高的生产成本。